ເຂົ້າໃຈ ISO 16890: ວິທີການທົດສອບສໍາລັບ EPM1 / EPM2,5 / ປະສິດທິພາບດ້ານປະລິມານແລະຄວາມຕ້ອງການດ້ານອຸປະກອນ
ເບິ່ງ: 21 ຜູ້ຂຽນ: Scpur Papish ທີ່ໃຊ້ເວລາ: 2025-05-21 ຕົ້ນກໍາເນີດ: ສະຖານທີ່
ສອບຖາມ
ໃນການສະຫມັກການກັ່ນຕອງທາງອາກາດທີ່ທັນສະໄຫມ, ຜູ້ໃຊ້ມີຄວາມກັງວົນຂື້ນກັບວິທີການກັ່ນຕອງໄດ້ກໍານົດອະນຸພາກໃນຂອບເຂດ PM2.5 ແລະ PM10 ແລະ PM10 ແລະ PM10. ISO 16890 ແມ່ນປະຈຸບັນແມ່ນມາດຕະຖານສາກົນຊັ້ນນໍາສໍາລັບການປະເມີນຜົນການປະຕິບັດການກັ່ນຕອງອາກາດສໍາລັບການລະບາຍອາກາດທົ່ວໄປ.
ບົດຂຽນນີ້ໃຫ້ຄໍາອະທິບາຍທີ່ຈະແຈ້ງກ່ຽວກັບວິທີການທີ່ກໍານົດແລະມາດຕະການ EPM1, EPM2,5, ແລະການຈັດປະເພດຂະຫນາດນ້ອຍ, ການປຸງແຕ່ງຂະຫນາດຂອງອະນຸພາກ, ແລະຄວາມຕ້ອງການການອອກແບບຂໍ້ມູນ.
ເປັນຫຍັງຕ້ອງຍ້າຍຈາກ ES779 ເຖິງ ISO 16890?
ISO 16890 ໄດ້ຖືກພັດທະນາເພື່ອທົດແທນ EN779 ເພື່ອສ້າງວິທີການທົດສອບທີ່ແທ້ຈິງແລະມີຄວາມກົມກຽວກັນໃນການກັ່ນຕອງອາກາດ. ມັນສະທ້ອນໃຫ້ເຫັນເຖິງການປະຕິບັດງານໂລກທີ່ແທ້ຈິງໂດຍ:
 ປະສິດທິພາບທີ່ມີປະສິດທິພາບໃນລະດັບຂອງຂະຫນາດຂອງອະນຸພາກ (ບໍ່ພຽງແຕ່ 0.4 μm)
ປະສິດທິພາບທີ່ມີປະສິດທິພາບໃນລະດັບຂອງຂະຫນາດຂອງອະນຸພາກ (ບໍ່ພຽງແຕ່ 0.4 μm)
ການສະຫນອງການຈັດປະເພດໂດຍອີງໃສ່ PM1, PM2.5, ແລະປະສິດທິພາບຂອງ PM10.5
ສະເຫນີຜົນໄດ້ຮັບທີ່ກົງກັບເຄື່ອງວັດແທກທີ່ມີຄຸນນະພາບດ້ານອາກາດທີ່ມີລັກສະນະດ້ານອາກາດ
ເປັນຫຍັງຕ້ອງແນະນໍາການເປັນກາງຂອງ IPA?
ການກັ່ນຕອງທີ່ທັນສະໄຫມຫຼາຍຄົນໃຊ້ຄ່າໃຊ້ຈ່າຍຂອງ Electrostic ເພື່ອເພີ່ມປະສິດທິພາບໃນເບື້ອງຕົ້ນ. ເຖິງຢ່າງໃດກໍ່ຕາມ, ຜົນກະທົບເຫຼົ່ານີ້ສາມາດທໍາລາຍໄດ້ໄວໃນການນໍາໃຊ້ທີ່ແທ້ຈິງເນື່ອງຈາກຄວາມຊຸ່ມຊື່ນ, ແກ່ຄວາມຊຸ່ມຊື່ນ, ແກ່ຜູ້ສູງອາຍຸ, ຫຼືຂີ້ຝຸ່ນ. ISO 16800 ແນະນໍາ ການປິ່ນປົວອາຍນ້ໍາ IPA ເພື່ອກໍາຈັດຄວາມຄິດຮັບນີ້ແລະກໍານົດ ປະສິດທິພາບສູງສຸດ - ການປະຕິບັດງານທີ່ບໍ່ດີທີ່ສຸດໃນການກັ່ນຕອງກົນຈັກ.
ໂດຍສະເລ່ຍປະສິດທິພາບໃນເບື້ອງຕົ້ນແລະຂັ້ນຕ່ໍາ, ການຈັດປະເພດກາຍເປັນ:
ປະເພດ aerosol: DEHS ແລະ KCL

ເພື່ອທົດສອບໃນໄລຍະເຕັມຂອງຂະຫນາດ partient ທີ່ກ່ຽວຂ້ອງ, ISO 16890 ແນະນໍາໃຫ້ໃຊ້:
ວິທີການທີ່ມາເປັນສອງແຫຼ່ງນີ້ຮັບປະກັນການຄຸ້ມຄອງເຕັມທີ່ 0.3-10 μm.
Particle ຂະຫນາດຂອງ ການແຜ່ກະຈາຍ ແລະ ເຄື່ອງມື ຄວາມຕ້ອງການ
ການທົດສອບ ISO 16890 ກໍານົດ 13 ຖັງຂະຫນາດຂອງອະນຸພາກຈາກ 0.3 ເຖິງ 10 μm. ການກັ່ນຕອງໄດ້ຖືກຕີລາຄາກ່ຽວກັບວິທີການທີ່ມີປະສິດທິພາບຂອງປະສິດທິຜົນໃນຖັງເຫຼົ່ານີ້, ມີຂະຫນາດນ້ໍາຫນັກມະຫາຊົນທີ່ຄິດໄລ່ສໍາລັບແຕ່ລະລະດັບ (EPM1, Epm2.5, EPM10).
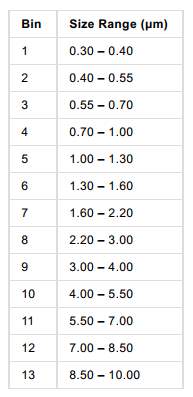
ລະດັບຄວາມແຕກຕ່າງລະດັບປະສິດທິພາບ:
EPM1 : ນ້ໍາຫນັກຢູ່ໃນຖັງ 1-4 (0.3-1.0 μm)
EPM2.5 : ຖັງ 1-7 (0.3-2,5 μm)
EPM10 : ຖັງທັງຫມົດ 1-13 (0.3-10.0 μm)
ເຄື່ອງມືຕ້ອງ:
ກວດພົບອະນຸພາກໃນທົ່ວ 0.3-10 μm
ແກ້ໄຂຢ່າງຫນ້ອຍ 12-13 ຊ່ອງທາງຂະຫນາດເທົ່າທີ່ໄດ້ກໍານົດໄວ້
ນັບ≥500ອະນຸພາກຕໍ່ຖັງເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງຂອງສະຖິຕິ
ເຄື່ອງມືທີ່ແນະນໍາປະກອບມີເຄື່ອງຈັກທີ່ໃຊ້ໃນການຄ້າແບບ optical (OPC), ຂະຫນາດ PREREDENNAMIC SIET (APS), ແລະລະບົບຫຼາຍຊ່ອງທາງທີ່ກ້າວຫນ້າ.
EPMX ການຄິດໄລ່ ວິທີ
ປະສິດທິພາບ EPM1, EPM2.5, ແລະ EPM10 ຖືກຄິດໄລ່ໂດຍອີງໃສ່ນ້ໍາຫນັກມະຫາຊົນສະເລ່ຍ:

ລະດັບການຈັດປະເພດຂັ້ນສຸດທ້າຍແມ່ນຖືກກໍານົດໂດຍປະສິດທິພາບສະເລ່ຍ, ເຊິ່ງແມ່ນຄວາມຫມາຍຂອງປະສິດທິພາບຕ່ໍາສຸດຂອງ Initialaland (Post-LPA).
ການປິ່ນປົວ IPA: ຄວບຄຸມຜົນກະທົບຂອງໄຟຟ້າ
ການກັ່ນຕອງທີ່ອີງໃສ່ຄ່າທໍານຽມດ້ານໄຟຟ້າສາມາດສູນເສຍປະສິດທິພາບໃນໄລຍະເວລາ. ເພື່ອຮັບປະກັນການຈັດປະເພດທີ່ສອດຄ່ອງແລະຍຸດຕິທໍາ, ISO 16890 ຮຽກຮ້ອງໃຫ້ມີການກັ່ນຕອງສໍາຜັດກັບ IPA 16890 ສິ່ງດັ່ງກ່າວເຮັດໃຫ້ມີ ປະສິດທິພາບສູງສຸດ , ສະທ້ອນໃຫ້ເຫັນເຖິງການສະແດງທີ່ບໍ່ດີໃນກົນຈັກເທົ່ານັ້ນ.
ຫຼັງຈາກນັ້ນສະເລ່ຍໃນເບື້ອງຕົ້ນແລະປະສິດທິພາບຫນ້ອຍທີ່ສຸດແມ່ນໃຊ້ໃນການມອບຫມາຍ EMM1, EPM2.5, ຫຼືລະດັບການຈັດປະເພດ EPM10.
iso derorse ກັ່ນຕອງ: ເມື່ອ EMM10 <50%
ຖ້າມີປະສິດທິພາບ EPM10 ຂອງຕົວກອງແມ່ນຫນ້ອຍກວ່າ 50%, ມັນບໍ່ສາມາດຈັດປະເພດເປັນ EPM1-10. ແທນທີ່ຈະ, ມັນໄດ້ຖືກທົດສອບສໍາລັບ ປະສິດທິພາບຂອງ gravimetric (ອີງໃສ່ນ້ໍາຫນັກ) ປະສິດທິພາບ :
1. ໂຫຼດກັບຂີ້ຝຸ່ນ iso A2
2. ວັດແທກມະຫາຊົນກ່ອນແລະຫຼັງການໂຫຼດ
3. ກໍານົດ:
ປະສິດທິພາບ gravimetric ໃນເບື້ອງຕົ້ນ
ບົດລາຍງານສຸດທ້າຍປະກອບມີຫຍັງແດ່?
ເບື້ອງຕົ້ນ, ຕໍາ່ສຸດ, ແລະປະສິດທິພາບສະເລ່ຍ
ການຈັດປະເພດ EPM (EPM1, EPM2.5, EPM10)
ຕາຕະລາງການແຜ່ກະຈາຍປະສິດທິພາບຂະຫນາດພາກສ່ວນ
ເຮືອເຊື່ອມຕໍ່ຂີ້ເຫຍື້ອແລະຄວາມກົດດັນຫຼຸດຜ່ອນວິວັດທະນາການ
ຜົນໄດ້ຮັບ gravimettric ສໍາລັບການຈັດປະເພດຫຍາບ
ຕ້ອງມີຈຸດປະສົງສໍາຄັນສໍາລັບອຸປະກອນທົດສອບ
ເພື່ອປະຕິບັດຕາມ ISO 16890, ລະບົບການທົດສອບຄວນປະກອບມີໂມດູນແກນຫຼັກຕໍ່ໄປນີ້:
ລະບົບ DUCT ແລະພັດລົມ : ໃຫ້ Air Blue Air (ໂດຍປົກກະຕິ 500-4500 m³ / h) ໃນຂະນະທີ່ຮັກສາຄວາມໄວທີ່ເປັນເອກະພາບໃນທົ່ວໃບຫນ້າກອງ.
ເຄື່ອງຈັກຜະລິດນ້ໍາມັນແລະເກືອເກືອ : ສາມາດຜະລິດຜົນຜະລິດອະນຸພາກທີ່ຫມັ້ນຄົງສໍາລັບທັງ DEHS ແລະ KCL. ສໍາລັບອະນຸພາກຂະຫນາດໃຫຍ່ (ຕົວຢ່າງ: 10 μC KCL), ລະບົບຕ້ອງຜະລິດເຂົ້າໃນສະເພາະຕໍ່ນາທີຕໍ່ນາທີ.
ລະບົບການໂຫຼດຂີ້ຝຸ່ນ : ສະຫນັບສະຫນູນການສັກຢາໃນຂີ້ຝຸ່ນ ASO A2, ໂດຍມີການຊັ່ງນໍ້າຫນັກທີ່ມີການຊັ່ງນໍ້າຫນັກທີ່ປະສົມປະສານເຊິ່ງອັດຕະໂນມັດ.
ວຽກງານຕ້ານການອະນຸພາກ : ຕ້ອງສະຫນັບສະຫນູນຕົວຢ່າງໃນລະດັບ 0.3-10 μMທີ່ມີ 12 ຫຼືຫຼາຍກວ່າຖັງຂະຫນາດທີ່ຖືກກໍານົດເພື່ອຮັບປະກັນຄວາມລະອຽດຂອງ ISO Classifices.
ການຄິດໄລ່ແລະຄວບຄຸມຂໍ້ມູນ : ປະສານງານກັບພັດລົມແລະການຜະລິດທົ່ວໄປ
ສະຫຼຸບ
ISO 16890 ນໍາການທົດສອບການກັ່ນຕອງທາງອາກາດໃກ້ຊິດກັບຄວາມຄາດຫວັງຂອງການປະຕິບັດຕົວຈິງ. ໂດຍເຂົ້າໃຈຕາມເຫດຜົນການຈັດປະເພດຂອງຕົນ, ຂັ້ນຕອນການທົດສອບ, ແລະຄວາມຕ້ອງການຂອງຜູ້ຜະລິດ, ຜູ້ຜະລິດສາມາດອອກແບບການກັ່ນຕອງທີ່ດີກວ່າ - ແລະຜູ້ໃຊ້ສາມາດໄວ້ວາງໃຈໄດ້.
ສໍາລັບຂໍ້ມູນເພີ່ມເຕີມກ່ຽວກັບລະບົບ ISO 16890, ການຕັ້ງຄ່າການຕັ້ງຄ່າ, ຫຼືລາຍງານສາທິດເຕັມ, ຕິດຕໍ່ພວກເຮົາໂດຍກົງ.















